
Stratasys Ltd. introduced and commercialized fused filament fabrication (FFF) in 1989, under the patent name of fused deposition modelling (FDM). In this technique, the polymer/polymer composites filament are extruded from the nozzle head and then the melted polymer is deposited layer by layer to create the final product. Polycarbonate (PC), polylactic acid (PLA), and acrylonitrile butadiene styrene (ABS) are the most commonly used thermoplastics for FDM. It is also compatible with PP, PVA, and bio-compatible PEEK. FDM is by far the most popular 3D printing method, accounting for more than 41.5 percent of the market (2010) [1]
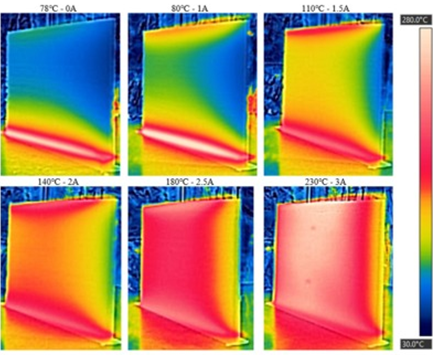
The main defects found in FDM printed parts are void formation and geometrical deformation. Poor interlayer bonding caused by a difference in cooling rate has a negative impact on material quality. Interlayer bonding was improved in a recent study with CF/PEEK printing [2] when a high chamber environment was provided, which reduced the stress acting between the layers. Figure 1 depicts the temperature distribution of the printed parts after printing at various chamber temperatures; uniform temperature distribution was achieved at 230oC. This allows the heat from the top layer, which was recently deposited through the nozzle at high temperatures, to dissipate, gradually eliminating structural imperfections. The thickness of primary and secondary crystals increases as chamber temperature rises, positively impacting the structural and mechanical properties of the printed parts. This has the added benefit of reducing shrinkage and warpage, which are other common issues with FDM printing.
In addition to the chamber temperature, numerous other parameters must be controlled, including nozzle temperature, print speed, layer thickness, infill density, infill pattern, raster angle, and so on, all of which have an impact on the surface and bulk properties of the printed parts.
Header Image: Heat distribution detected for different chamber temperature [2]

This article was written by Dilesh Raj Shrestha as part of an ongoing series of scientific communications written and curated by BioTrib’s Early Stage Researchers.
Dilesh is researching the Development of 3D-printable, self-lubricated polymer composites with improved wear resistance for total joint replacement at Luleå University of Technology, Sweden.
References:
[1] P. Parandoush and D. Lin, “A review on additive manufacturing of polymer-fiber composites,” Composite Structures, vol. 182, pp. 36–53, Dec. 2017, doi: 10.1016/J.COMPSTRUCT.2017.08.088.
[2] K. Rodzeń, E. Harkin-Jones, M. Wegrzyn, P. K. Sharma, and A. Zhigunov, “Improvement of the layer-layer adhesion in FFF 3D printed PEEK/carbon fibre composites,” Composites Part A: Applied Science and Manufacturing, vol. 149, p. 106532, Oct. 2021, doi: 10.1016/J.COMPOSITESA.2021.106532.